
- 1
- 2
- 3
- 4
- 5


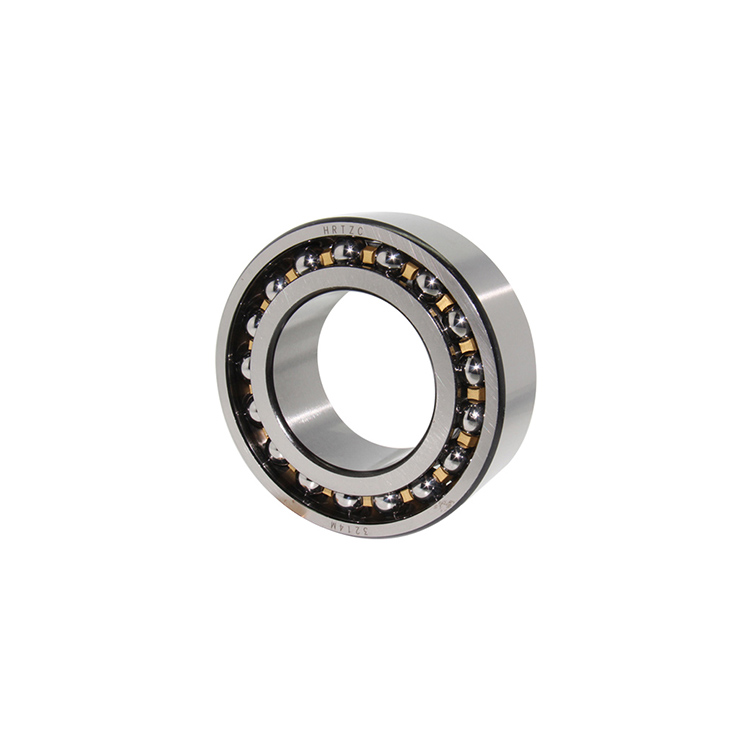













High-speed precision angular contact ball bearings...
From Hebei Shenji Bearing
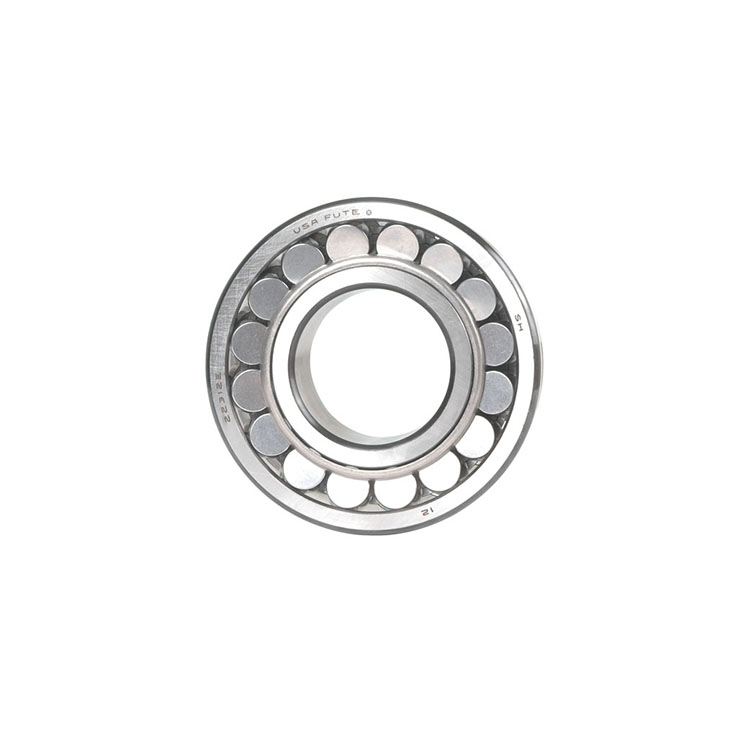
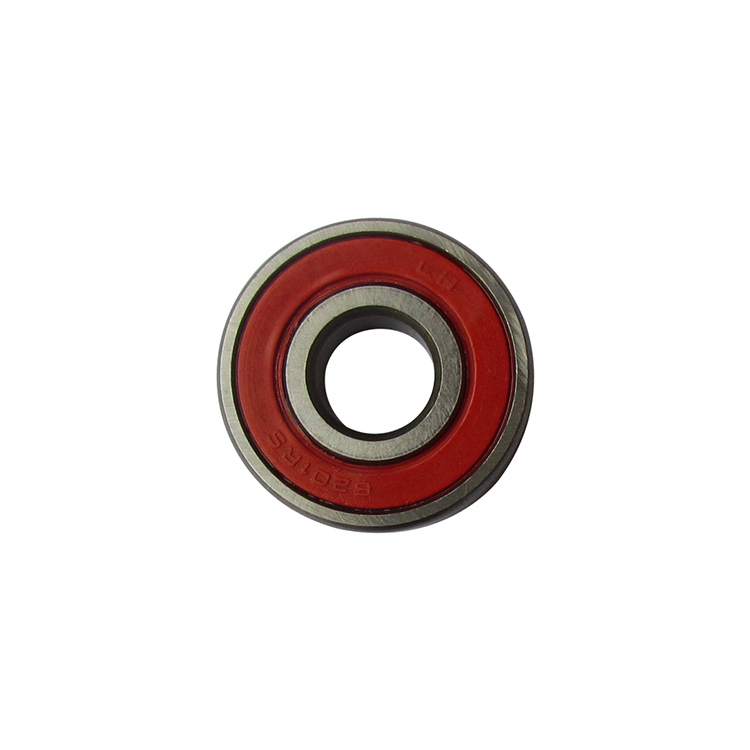
Deep groove ball bearings and angular contact ball...
From Hebei Shenji Bearing
Grinding is a common method of metal cutting in th...
From Hebei Shenji Bearing
Impact on Bearing Service Life The cleanliness of ...
From Hebei Shenji Bearing
The small internal clearance of...
From Hebei Shenji Bearing
Grinding is a common method...
From Hebei Shenji Bearing
The use of rolling bearings is...
From Hebei Shenji Bearing
During the assembly process...
From Hebei Shenji Bearing
